

From Industrial Automation to Predictive Maintenance, here are our Top 10 Industrial Internet of Things (IIoT) applications driving Smart manufacturing.
IoT is a network of physical ‘things’ which carry sensors or software to exchange data between devices via the internet, meaning less laborious tasks for humans. Examples include Smart devices, security systems and healthcare monitors.
The Industrial Internet of Things (IIoT) is a form of smart manufacturing which fuses information technology with operational technology. IIoT is used throughout the automotive industry, where devices are used to identify deficiencies before they are sold. The global IIoT market was valued at USD$216bn in 2020 and is predicted to reach USD$1tn by 2028.
Here are our Top 10 IIoT applications:
10. Remote monitoring
IIoT allows remote monitoring and control of industrial processes and machinery. With this technology, manufacturers are able to make real-time decisions.
In the age of hybrid-working IIoT has another solution. By decentralising the main operational and analytical systems using IIoT, manufacturers can support their teams in working remotely.

9. Energy management
IIoT helps to manage energy consumption across industrial facilities. Using real-time insights from IIoT devices, manufacturers are able to determine top priorities in energy management. It can spot areas for improvement, lower energy costs and prevent wasted time to keep the energy sector running.

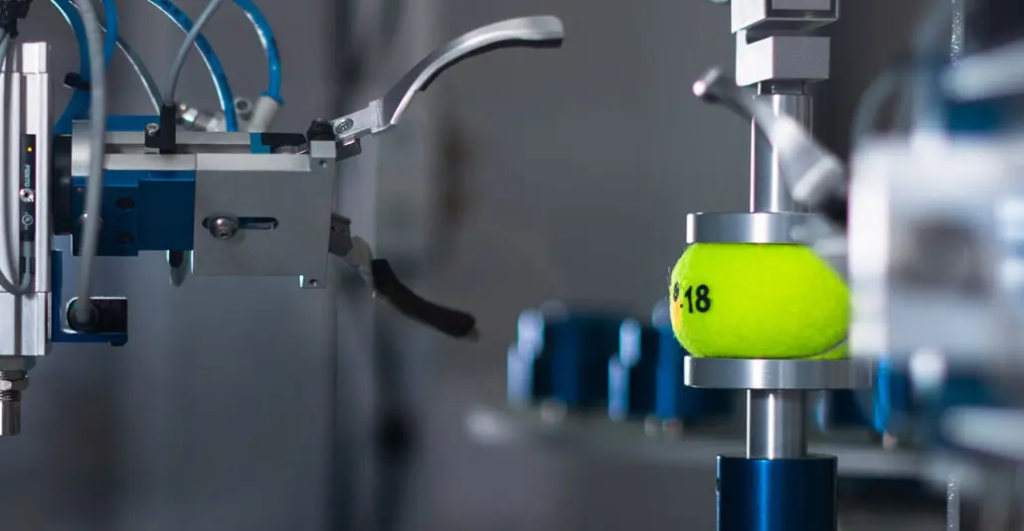
8. Quality control
Quality control can spot problems before a product is marketed to consumers, leading to better releases. It can ensure that these products meet industry standards — for some components, like the exhaust and emissions systems, meeting the right standards is essential. IIoT enables continuous monitoring and data collection during the manufacturing process, facilitating real-time quality control and defect detection.
7. Safety
Employees working with or around heavy machinery face a higher risk, especially if there’s a malfunction with an internal component or safety feature. That’s why smart manufacturing technologies like IIoT technology applications can be a game-changer. These systems monitor the important aspects of machinery such as sound, vibration, temperature, and frequency, and trigger maintenance alerts to keep everything running smoothly.

6. Industrial automation
IIoT integrates with automation technologies to enable autonomous and optimised industrial processes, improving productivity, reducing errors and increasing operational efficiency. When manufacturers utilise IIoT, they can create a system of connected devices to make autonomous decisions based in an intelligent, decision-making environment.
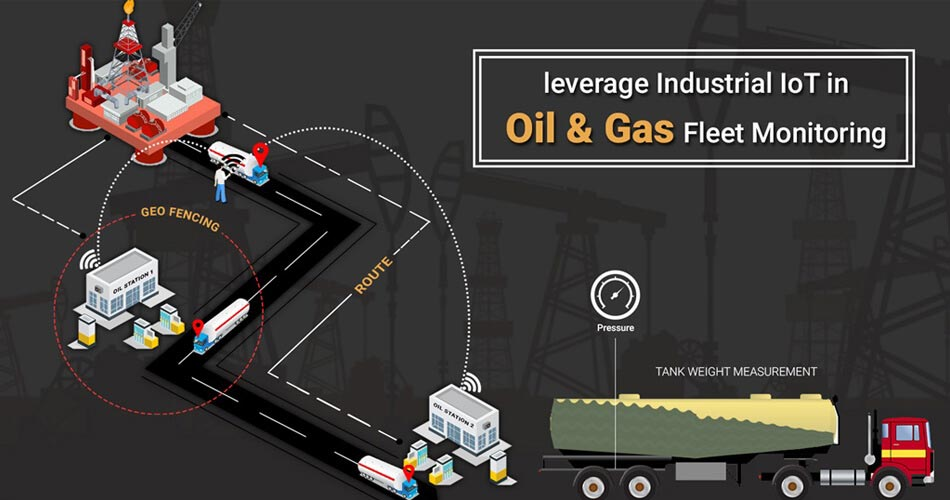
5. Fleet management
IoT in fleet management can provide real-time information about the status of vehicles carrying a manufacturer’s inventory. It can also tell the team about fuel usage and conditions on the road. This data is used to select the best routes, improve safety for drivers and keep deliveries on time.
4. Smart grid
A Smart Grid is comprised of controls, automation technology and equipment all working together to keep the power on. A Smart grid digitally responds to an electric demand and with the help of Operational Technology, IIoT can power Smart metres, metre concentrators and secondary substations, with data.

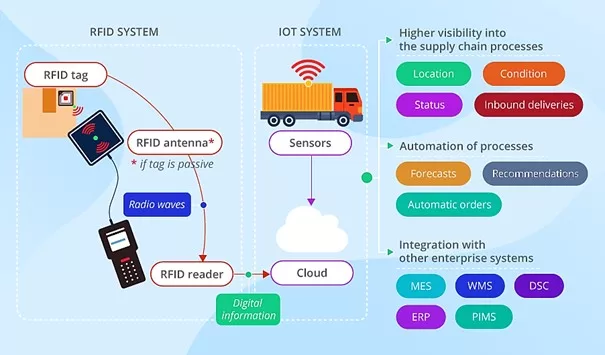
3. Asset tracking and management
IIoT facilitates tracking and managing assets, such as equipment, vehicles, and inventory, providing real-time visibility and preventing loss or theft. Asset tracking for motion control essentially means having an overview of all equipment across the factory. The biggest impact of asset tracking is the fact that you can reduce the hassle to optimise production and machine efficiency.
2. Supply chain optimisation
IIoT helps streamline supply chain operations by monitoring inventory levels, tracking shipments, checking for the best routes and improving overall logistics efficiency. Efficient supply chain optimisation can help manufacturers to minimise costs and ensure customer satisfaction.
ERP systems integrate various functions into centralised software solutions, while MES systems help monitor and control production activities, ensuring efficient utilisation of resources. These two technologies can work in tandem with IIoT and integrate the rest of the supply chain with production.
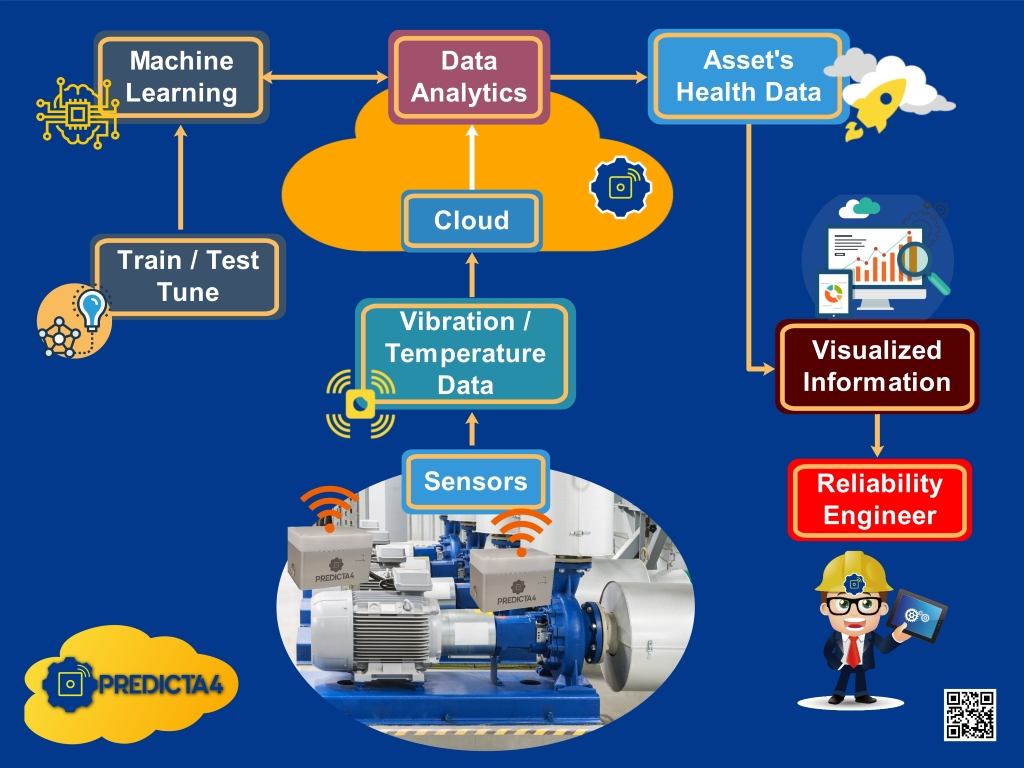
1. Predictive maintenance
IIoT enables the monitoring of equipment and machinery in real-time. It collects data to predict maintenance needs, reduce downtime and optimise maintenance schedules. Predictive maintenance is widely considered to be the obvious next step for any business with high-capital assets looking to harness machine learning to control rising equipment maintenance costs. The first step in moving toward predictive maintenance is to understand pain points (namely drivers of costs, waste, or inefficiency) and identify the best use case for your business.























































Recent Comments